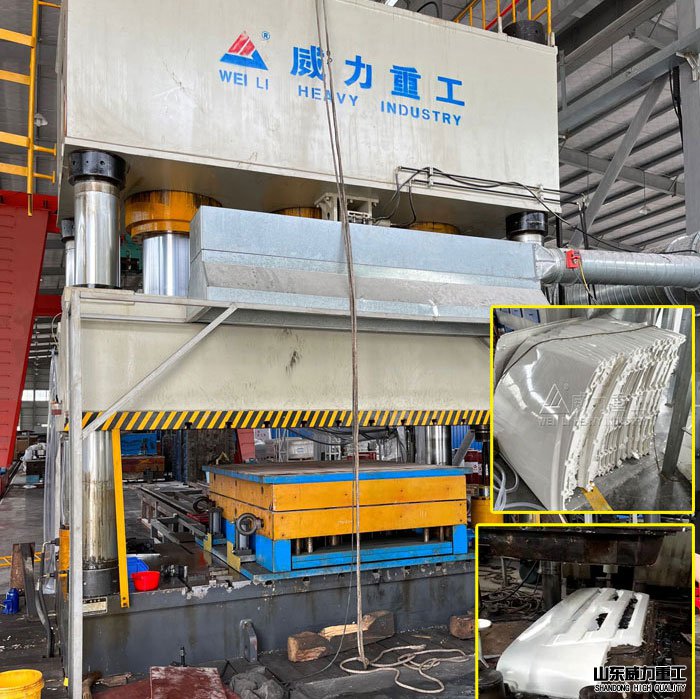
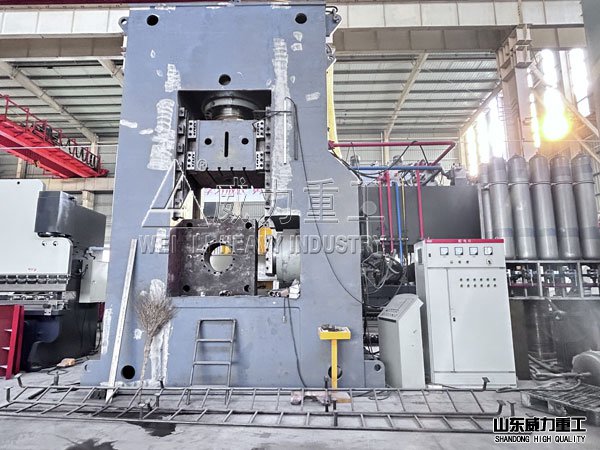
框式500噸快速鍛造油壓機(jī)一般采用雙柱或四柱下拉式結(jié)構(gòu),液壓系統(tǒng)部件的動(dòng)作靈敏、快速。油壓機(jī)通過(guò)計(jì)算機(jī)控制活動(dòng)橫梁的壓下量與行程,同時(shí)也將油壓機(jī)與操作車(chē)連鎖操縱。已發(fā)展到鍛壓過(guò)程控制,生產(chǎn)坯料尺寸精度高。這臺(tái)500噸框式快鍛油壓機(jī)設(shè)備是客戶(hù)定做用來(lái)鍛壓加工萬(wàn)向節(jié)毛坯。框架式設(shè)計(jì)結(jié)構(gòu)精度高、速度快、機(jī)身剛性好,抗偏載能力強(qiáng)。想了解這臺(tái)設(shè)備的參數(shù)、使用性能,咨詢(xún)張經(jīng)理18306370898(可加微信)

框式500噸快速鍛造油壓機(jī)特點(diǎn):
能耗低、速度快、低噪音、高效率。 滑塊二段速度控制、空載快速、慢速靠模、拉伸。 活動(dòng)橫梁上下限位保護(hù)。 設(shè)有光電保護(hù)裝置,可保障操作的安全。 設(shè)有自動(dòng)、手動(dòng)功能,可轉(zhuǎn)換。 可定程、定壓、延時(shí)保壓。
設(shè)計(jì)結(jié)構(gòu):
1、框架結(jié)構(gòu),高剛性和高強(qiáng)度,滑塊四角八面導(dǎo)軌,調(diào)整精度高,穩(wěn)定性好,抗偏載能力強(qiáng);
2、計(jì)算機(jī)優(yōu)化設(shè)計(jì);液壓系統(tǒng)采用二通插裝閥集成控制,防滲漏法蘭管路系統(tǒng),減少滲漏點(diǎn);
3、具有調(diào)整、手動(dòng)、半自動(dòng)三種工藝規(guī)范和定程、定壓兩種控制方式;
4、頂出缸可實(shí)現(xiàn)頂起、不頂起二種工藝動(dòng)作。
5、伺服電機(jī)直驅(qū),結(jié)構(gòu)簡(jiǎn)單,維修維護(hù)成本低廉。
6、框式500噸快速油壓機(jī)壓力、行程、速度、保壓時(shí)間、閉合高度均可按需求調(diào)整,方便操作;
框式500噸快速鍛造油壓機(jī)速度影響因素:
(1)、工作行程速度。
在過(guò)去直接傳動(dòng)的油壓機(jī)工作行程速度比較低,在50mm/s左右,現(xiàn)在隨著元件性能的提高及控制技術(shù)的進(jìn)步,己可達(dá)60~120mm/s。提高工作行程速度雖然能減少工作循環(huán)時(shí)間,并減少上砧與熱鍛件接觸的時(shí)間,但這樣會(huì)使油壓機(jī)傳動(dòng)功率按比例地增加,很不經(jīng)濟(jì)。在一個(gè)工作循環(huán)中,工作行程所占時(shí)間的百分比并不大,如某臺(tái)油壓機(jī)的一個(gè)工作循環(huán)時(shí)間為2s,而工作行程僅占0.32s,因此,不宜過(guò)度地提高工作行程速度。
(2)、空程下降速度
一般取為300~350啪/s。如速度過(guò)大, 當(dāng)運(yùn)動(dòng)部分突然停止時(shí),會(huì)引起沖擊,管道振動(dòng)很大。此外由于運(yùn)動(dòng)部分質(zhì)量較大, 尤其是在下拉式框架結(jié)構(gòu)中,突然停止,還會(huì)導(dǎo)致壓機(jī)振動(dòng)。
(3)、回程速度
直接傳動(dòng)框式500噸快速鍛造油壓機(jī)的回程缸一般設(shè)計(jì)得比較大,其回程力約為公稱(chēng)壓力的20%左右,這樣可以簡(jiǎn)化控制系統(tǒng)。回程速度一般取為350mm/s,也不宜過(guò)高,因?yàn)樵诰戾憰r(shí)行程很小,如速度變化太大,由于慣性引起的沖擊較大。
(4)、增壓所需時(shí)間
由于工作液體、管道、工作缸及立柱等都是彈性體,當(dāng)液體壓力增加時(shí),他們多會(huì)產(chǎn)生相應(yīng)的彈性變形,必須補(bǔ)充一定量的工作液體,因此,增壓需要占用一定時(shí)間。
(5)、卸壓所需時(shí)間
主工作缸卸壓時(shí)間較短,一般在0.04s左右,但如果卸壓閥口直徑過(guò)小,或開(kāi)啟過(guò)慢,也可能使卸壓時(shí)間加長(zhǎng)。由于主缸卸壓時(shí)間一般與回程缸建壓時(shí)間重合,也可包括在回程時(shí)間里。
(6)上、下?lián)Q向點(diǎn)的滯后時(shí)間上、下?lián)Q向點(diǎn)的滯后時(shí)間主要是指運(yùn)動(dòng)部分反向運(yùn)動(dòng)時(shí)閥門(mén)開(kāi)閉所需的時(shí)間。對(duì)普通的隨動(dòng)控制系統(tǒng),由于隨動(dòng)系統(tǒng)換向時(shí),操縱手柄和接力器的動(dòng)作都有時(shí)間滯后,加上主分配器的閥門(mén)啟閉也需要時(shí)間,因此,滯后時(shí)間較長(zhǎng),影響了快速性能,現(xiàn)已逐步改用電磁閥,電液伺服閥或插裝閥。

油壓機(jī)清理時(shí)應(yīng)該注意的事項(xiàng)
1、檢查清理
清除快速油壓機(jī)的液壓閥表面污愈:用毛刷、非金屬刮板、綢布清除液壓閥表面黏著污愈,注意不要損傷液壓閥表面。特別是不要?jiǎng)潅迨介y的安裝表面。
2、拆卸
快速油壓機(jī)拆卸前要掌握液壓閥的結(jié)構(gòu)和零件間的連接方式,拆卸時(shí)記住各零件間的位置關(guān)系,作出適當(dāng)?shù)臉?biāo)記。不可強(qiáng)行拆卸,以免損傷液壓閥。
3、清洗
將框式500噸快速鍛造油壓機(jī)的閥體、閥芯等零件放在清洗箱的托盤(pán)上,加熱侵泡,將壓縮空氣通入清洗槽底部,通過(guò)氣泡的攪拌作用,清洗掉殘存的污物,有條件的可采用超聲波清洗。
4、精洗
用清洗液高壓定位清洗,最后用熱風(fēng)干燥。有條件的企業(yè)可以使用現(xiàn)有的清洗劑,個(gè)別場(chǎng)合也可以使用有機(jī)清洗劑,如柴油、汽油。

隨著現(xiàn)代工業(yè)的快速發(fā)展,人們對(duì)自由鍛件的尺寸精度和生產(chǎn)率提出了越來(lái)越高的要求,因而對(duì)液壓機(jī)的鍛造速度和壓下精度的要求也隨之提高。為了適應(yīng)這種需要,快鍛液壓機(jī)應(yīng)運(yùn)而生。框式500噸快鍛液壓機(jī)主要是用于墩粗、拔長(zhǎng)、沖孔、扭轉(zhuǎn)、彎曲、剁切、芯棒拔長(zhǎng)等自由鍛造的各種工序。完全滿(mǎn)足合金工具鋼、工模具鋼、合金結(jié)構(gòu)鋼、不銹鋼等中高合金鋼的自由鍛造工藝。由于它的機(jī)械化程度高,速度快,又能控制壓下量的尺寸,特別適合于鍛造溫度范圍窄的高合金鋼的鋼錠開(kāi)坯。山東威力重工專(zhuān)業(yè)快速油壓機(jī)、快速鍛造油壓機(jī)、框架式油壓機(jī)廠家,采購(gòu)定做歡迎咨詢(xún)張經(jīng)理:18306370898(可加微信)
本文由:油壓機(jī)廠家 搜集整理山東威力重工機(jī)床有限公司熱誠(chéng)歡迎各界前來(lái)參觀、考察、洽談業(yè)務(wù)!
感謝您關(guān)注我們的產(chǎn)品,若您希望獲得進(jìn)一步的了解,如框式500噸快速鍛造油壓機(jī)價(jià)格、框式500噸快速鍛造油壓機(jī)規(guī)格型號(hào)等更多信息,歡迎您隨時(shí)聯(lián)絡(luò)我們,誠(chéng)邀為您提供滿(mǎn)意的服務(wù)!
")