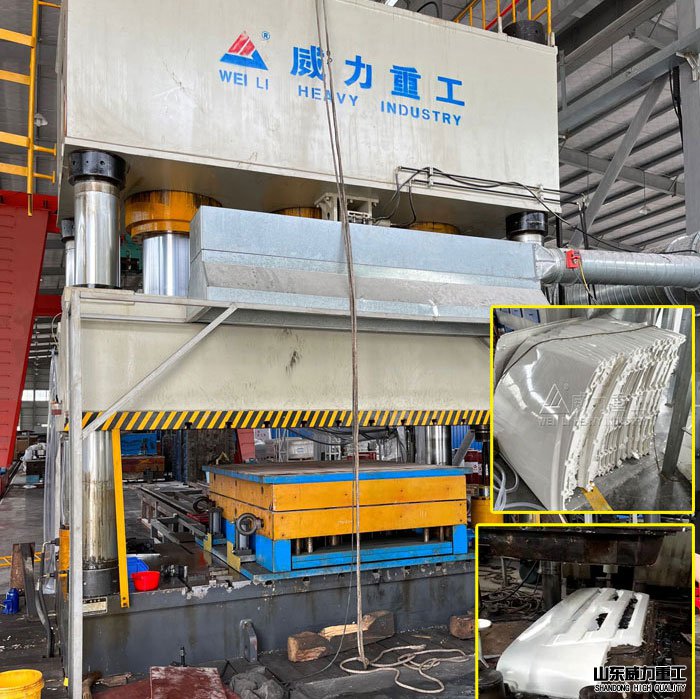
不銹鋼水箱一般采用SUS304材質的不銹鋼板材,它是有一塊塊不同尺寸的不銹鋼水箱板拼接而成。然后不銹鋼水箱板的成型需要帶頂出缸400噸水箱拉伸油壓機配合相關模具壓制而成。不銹鋼水箱是一種新型的水箱產品,由不銹鋼水箱模板焊合而成。其采用SUS304、SUS316L、SUS444等不銹鋼板,經油壓機壓制成不同規格的模板,一般沖壓成三種尺寸,分別是1x1米、1x0.5米和0.5x0.5米三種。具有重量輕、強度高、耐腐蝕、耐高溫、水質清潔,防滲,抗震,不生青苔,安裝方便,無需維修,便于清洗等諸多優點。
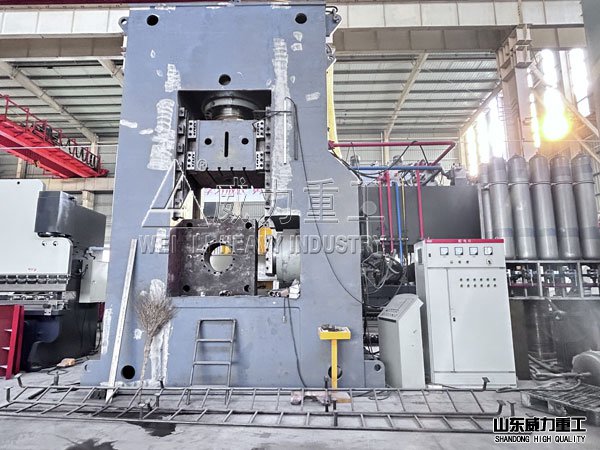
油壓機廠家山東威力重工機床有限公司研發的不銹鋼水箱模板壓機是一種四柱導向的油壓機,通過更換不同模具可以生產不同規格的模板,本機采用先進的液壓系統,在保證產品質量的同時,還能實現長期無故障生產。
帶頂出缸400噸水箱拉伸油壓機壓制生產不銹鋼水箱板的主要過程步驟:
1. 進場前按合同要求清點進程水箱模塊及底板數量、厚度、配套材料。
2. 進場后先焊接模塊的四個折邊角,焊縫位置為四角內邊,焊接高度為角部折邊的3/5高,焊角過渡均勻平滑,不得漏水
3. 焊接不銹鋼水箱底板,焊縫均勻整齊,不得有氣泡、焊坑。
4. 在底板上組裝點焊水箱下側板四周,組裝前按圖紙要求選定相應板厚的模塊,將模塊四周折邊敲正校平。先將下側點焊于底板四周,點好后測量四周方框的兩條對角線長度誤差不得大于2mm,要保證已點焊后的下側模塊整體橫平豎直組合方正。
5.焊接下側模塊與水箱底板的四周。焊縫均勻平滑,不得漏水。
6. 組裝點焊水箱中側模塊,組裝前按圖紙要求選擇相應厚度的模塊,且將模塊四周折邊敲正校平。點好四周模塊后測量校正水箱兩條對角線長度誤差不得大于2mm,校正后焊接中下側水箱的縱橫向內拉筋,以穩定焊后的整體水箱方正不變形。
7.按第6工序要求組裝點焊水箱上側板模塊,點焊校正后焊接中上側模塊的縱橫拉筋,以穩定中上側墻板水箱的方正不變形。咨詢熱線183-0637-0898(同微信號)
8.滿焊水箱模塊的全部內折邊焊縫。
9.焊接水箱頂板模塊,焊接前要確定好人孔的焊接位置,頂板焊好后焊水箱內拉筋立柱。
10.焊接進出水管管口。
11.檢查所有水箱焊縫是否有缺點或漏焊,并加補好。
12. 試水、檢查、補漏.組合式不銹鋼水箱的制造
帶頂出缸400噸水箱拉伸油壓機可選附件:
☆光柵安全保護裝置☆行程、壓力、時間觸摸式顯示屏系統☆PLC可編程控制器☆沖裁緩沖裝置
☆換模具用浮動導軌和滾動托架☆多種形式移動工作臺
☆液壓系統加熱、冷卻裝置☆油壓機各種型號的下頂缸
☆快速行程沖液裝置
帶頂出缸400噸水箱拉伸油壓機性能特點介紹:
1、主機采用鑄鋼件,四柱導向構造,定位精準,設備穩定性強,運行平穩,無噪音污染。
2、采用先進的PLC液壓傳動系統控制,自動化程度高,工作效率高,大大提高了產量。
3、四柱導向成型壓力大,壓制產品質量有保證,不會反彈。
4、先進的液壓裝置,可隨用戶需求調節壓力,適用于多種材料成型工藝。
5、更換模具可壓制不同規格產品,降低了投資成本,實用性強,實現了一機多用的功能。
山東威力重工機床有限公司熱誠歡迎各界前來參觀、考察、洽談業務!
感謝您關注我們的產品,若您希望獲得進一步的了解,如帶頂出缸400噸水箱拉伸油壓機價格、帶頂出缸400噸水箱拉伸油壓機規格型號等更多信息,歡迎您隨時聯絡我們,誠邀為您提供滿意的服務!