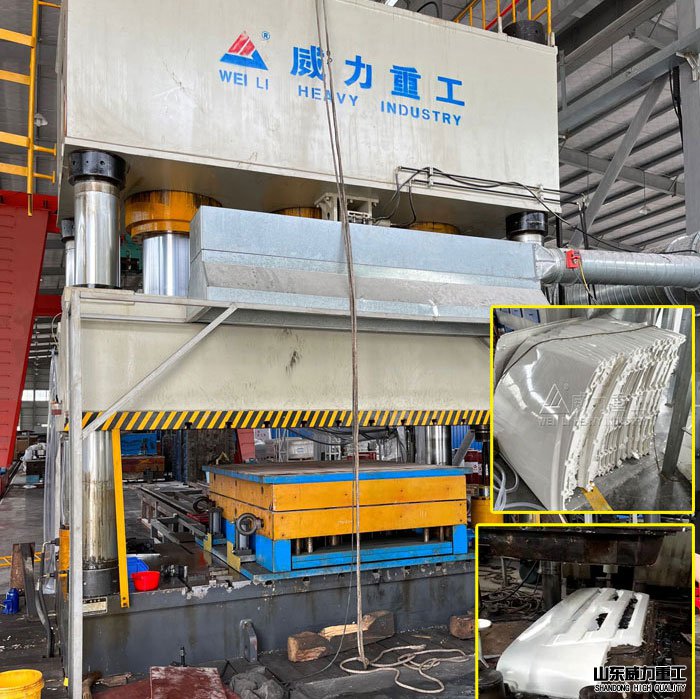
汽車縱梁沖壓成型油壓機主要從事大型汽車底梁壓制成形、落料工藝,也可從事其他塑性材料的壓制、彎曲、拉伸、成形等工藝,最長整梁壓制長度達到12m。目前常用汽車縱梁沖壓成型油壓機噸位有3000噸、4000噸、5000噸、6300噸等,威力重工可根據客戶需求設計定制,其結構形式分為多缸多柱式、框架連體式兩種。該設備具有高精度、高效率、高技術含量、高集成化的優勢特點,是目前汽車縱梁、橫梁加工的理想設備。采購定做汽車縱梁沖壓成型油壓機,歡迎咨詢張經理:18306370898(可加微信)
設計特點:
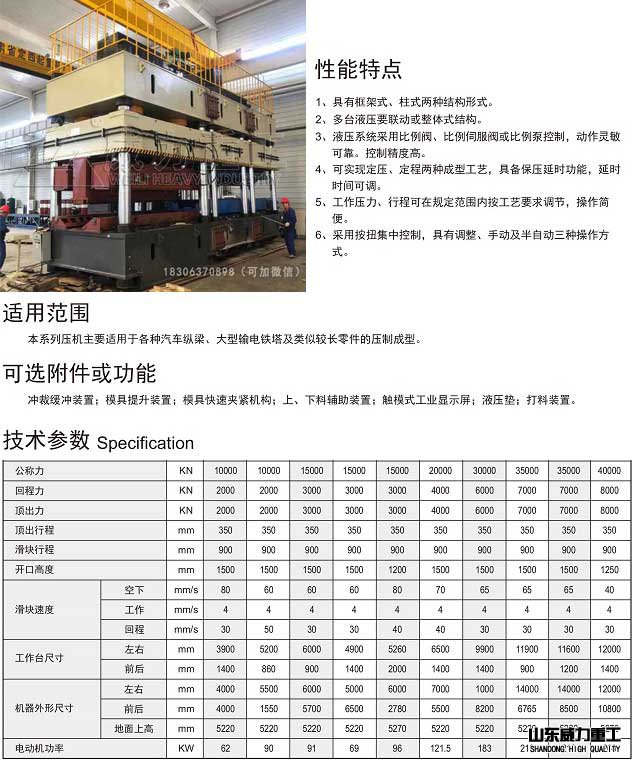
1、4000噸汽車縱梁沖壓成型油壓機具有柱式和框架式兩種結構形式。
2、可實現多機聯動,同步精度高;也可實現單機工作,工藝選擇靈活。
3、液壓系統采用插裝閥、同步閥或比例伺服閥集成系統,動作靈敏可靠。
4、本系列液壓機電氣系統采用PLC控制,按鈕集中操作,可實現調整、雙手單次循環二種工作方式。
5、可實現定壓、定程二種成形工藝,具有保壓延時及自動回程等性能。
6、工作壓力、行程根據工藝需要在規定范圍內可調。
結構組成部件:
1、采用了液壓墊自動同步技術
在汽車縱梁成形過程中,液壓墊的主要作用是在拉伸時起反向壓邊及成品頂出兩個作用。本設備中包含下置式液壓墊七個,七個液壓墊分別獨立控制,用了比例伺服系統結合位置同步反饋系統實現了液壓墊的同步運行。標定某一個液壓墊為基準液壓墊,其余液壓墊位置與標定液壓墊的位置進行比較來調整,實現較高的液壓墊同步精度。
2、采用了滑塊智能平衡系統
在滑塊四角設置四個調平油缸,采用高精度位置檢測裝置對壓機壓制過程中滑塊四角的位置進行檢測。發現滑塊四角位置不同步時,通過PLC分析比較后對四角的伺服控制系統發出相應的指令。由伺服控制系統控制調平油缸對滑塊進行實時的糾偏調平。提高滑塊壓制過程中的平行度。
3、液壓系統
壓機由六個主油缸實現全噸位,每個油缸均可單獨控制。滑塊下面設置四個調平缸同時兼作回程缸使用。采用位置反饋伺服系統實現滑塊的主動糾偏調平。
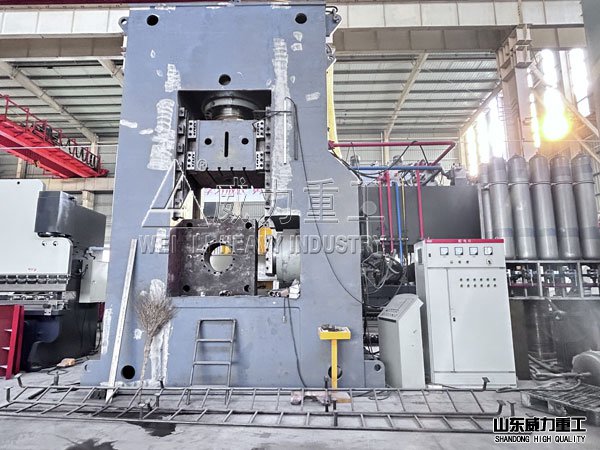
4、主機采用八柱十二拉桿結構
設備的上橫梁、下橫梁、立柱、滑塊、移動臺、液壓墊均采用優質鋼板焊接的箱形結構,焊接完成后采用退火徹底消除焊接應力。然后由機械加工完成制造。所有焊縫均經超聲波探傷,保證良好的焊接質量。上橫梁、下橫梁、立柱通過12根拉桿及螺母組成封閉的框架結構。
5、電氣控制系統
電氣控制系統采用PLC與觸摸屏相結合,實現對壓機的運行參數的顯示和設定。采用比例伺服閥和壓力傳感器對壓機的壓制力精確控制;采用無極變頻技術對上下料速度進行控制,同時結合行程開關實現對液壓系統的液位、油溫、冷卻系統、上下料裝置的總控制,實現了整個生產單元的智能聯動控制。
產品展示:
1、液壓油,低于20度時萬用N32/GB3141的高于30度時,可用N46/GB3141。
工作用油推薦采用32號、46號抗磨液壓油,使用油溫在15~60攝氏度范圍內。
2、油液業進行嚴格過濾后才允許加入油箱。
3、工作油液每一年更換一次,其中第一次更換時間不應超過三個月;
4、滑塊應經常注潤滑油,立柱外表露面應經常保持清潔,每次工作前應先噴注機油。
5、在公稱壓力500T下集中載荷最大允許偏心40mm。偏心過大易使立柱拉傷或出現其它不良現象。
6、每半年校正檢查一次壓力表;
7、4000噸汽車縱梁沖壓成型油壓機較長期停用,應將各加—廠表面擦洗干凈并涂以防銹油。
操作規范及內容
1、調動4000噸汽車縱梁沖壓成型油壓機開機按扭。(確認機器正常運轉)
2、松開手輪。(壓板會自動上升至頂)
3、將裁斷壓力裝置旋轉歸零。(這一步操作相當重要)
4、打“開刀模設定開關。”(壓板會自動下降,直至壓到刀模,但新機磨合期內,結構較緊,可能不會自動下降或只下降少許)
5、如果壓板沒有自動下降,請采取點動“指示燈”按扭的方法,每點動一次,壓板會下降些許,直至點動到壓板壓到刀模為止。
6、鎖緊手輪,將“刀模設置”開關打回原位。
7、此時已可使用,但未能切斷材料(此屬正常),需要調節裁斷壓力裝置的微調,每調半圈試裁一次,直到剛好裁斷為止,此時請將微調鎖緊。
8、4000噸汽車縱梁沖壓成型油壓機的已經完全可能正常使用了。
9、為確保安全,操作作業時嚴禁將手用身體其它部位進入沖裁區域內,維修保養必須關閉電源并在沖裁區墊入木塊或其它硬物。
10、建設雙手操作此機,以策安全。
11、在特殊情況下,需要沖板立即回升時,可按下緊爭剎車按扭即可。如果正常生產則左旋緊急剎車按扭即可。
12、機內各種機件及電器件請不要隨意調節及拆裝,經常檢查潤滑油管是否脫落。
4000噸汽車縱梁沖壓成型油壓機的山東威力重工機床有限公司熱誠歡迎各界前來參觀、考察、洽談業務!
感謝您關注我們的產品,若您希望獲得進一步的了解,如4000噸汽車縱梁沖壓成型油壓機價格、4000噸汽車縱梁沖壓成型油壓機規格型號等更多信息,歡迎您隨時聯絡我們,誠邀為您提供滿意的服務!